With the market for Internet of Things technologies set to exceed $2.4 trillion annually by 2027, it’s impossible to ignore the scope of these advances. General Motors and Autodesk are using generative design algorithms powered by machine learning to help overcome challenges in product design.
Indeed, AI’s use cases in manufacturing are expansive, from AI-powered equipment failure prevention, smart energy consumption, supply chain management, and more. By utilizing these technologies appropriately, manufacturers can develop creative solutions that set them apart from their competition.
AI Use Cases In Manufacturing
AI algorithms are extremely valuable to manufacturers for their ability to incorporate in various IoT applications and use cases. In order for AI to succeed in these applications, high quality and unique data is needed to optimize operations. Data quality is very important. Models, software, and hardware can only get a business so far. Machine learning algorithms that run on IIoT devices require high quality datasets in order to be competitive.
Artificial Intelligence for Embedded Systems
Edge AI has transformed the manufacturing process by optimizing the latest neural networks for IoT devices and mobile devices. In traditional configurations, IoT devices connected directly through a router can slow down network traffic. This can disrupt the collection of raw data to the backend server. To alleviate this, less complex machine learning algorithms can be performed on embedded systems like IoT sensors and smartphones.
Knowledge distillation is important for improving the efficiency of edge AI processes. A machine learning network uses reinforcement learning based on datasets. A small ML network is trained to produce results identical to the large ML network. With the overall goal of knowledge distillation being model compression, the smaller ML network is easier to run on edge devices. This means that it’s possible to decrease an ML model’s weight on a given device by up to 2000%, resulting in significant energy and hardware savings.
An example of knowledge distillation would be a video surveillance system that needs to detect whether or not people are wearing face coverings. Detecting a mask requires a large neural network, which is best run on the cloud. However, the cloud isn’t always reliable for real-time detection. By distilling the larger network’s information into the smaller one, the same mask detection task can be performed by a network small enough to fit onto a small mobile or edge device.
Machine Learning for Predictive Maintenance
Efficiency in the industrial manufacturing space is always improving, especially with regards to maintenance. Being able to predict maintenance requirements with ML is essential for remaining competitive in 2021 due to the reduction in costs. However, successfully implementing a predictive maintenance system with ML requires a significant organizational shift.
Machine learning-based predictive maintenance provides accuracy and promptness. By analyzing data from production systems, optimization can be achieved before failures occur.
Schneider Electric utilizes ML-powered predictive maintenance aided by oil field data. This allows the company’s data scientists to save time and improve efficiency up to 20% in two days. Caterpillar’s marine ships have managed to save over $400,000 per ship per year after implementing a machine learning-driven predictive maintenance system.
There are several approaches to predictive maintenance with machine learning:
- Regression Models: Used for the prediction of Remaining Useful Life (RUL). With historical and static data, this method allows for prediction of how many days before a failure.
- Classification Models: Predict failures within a predefined number of days.
- Anomaly Detection Models: Assigns flags to anomalous devices. Predicts failures by identifying differences between normal system behavior and failure events.
Choosing the method that is best depends on remaining time before failure, as well as failure probabilities and anomalies.
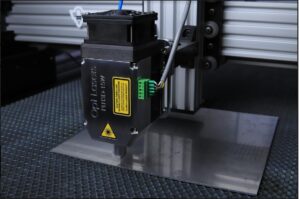
Computer Vision for Quality Control
Visual inspection is key to maintaining quality assurance in any industrial manufacturing scenario. However, artificial intelligence can increase efficiency and quality better than the human eye given high quality training data. AI-based quality control is helpful in more situations than this. Manufacturers can use machine learning to better ensure that they are compliant with strict regulatory requirements.
Nokia is utilizing this same technology. By using real time video monitoring, an ML algorithm utilizing computer vision can identify production inconsistencies. Once operators are alerted, they can correct these inconsistencies immediately. BMW is also using AI to inspect parts on the line to identify quality deviations. This allows them to also ensure that parts always match order data.
The source of this growing technology comes from advances in deep neural network integration. By detecting things like scratches, cracks, leaks, and other defects, operators can become notified immediately of problems. This utilizes tools like image classification, object detection, and instance segmentation algorithms.
Data scientists have to train these models in order for them to be effective. The technology is also reliant on high optical resolution cameras and graphical processing units (GPU). Because of these factors, AI-based quality control is stronger than traditional machine vision.
The Future of AI in Manufacturing
With AI’s role in manufacturing markets expected to reach up to $16.7 billion by 2026, machine learning’s role cannot be understated. In fact, one of the primary barriers for this technology is the reluctance to adopt it due to there being such a limited skilled workforce of data scientists able to maintain it.
An expanding network of IoT devices is becoming more vulnerable to IoT security threats. Machine Learning-based intrusion detection systems are capable of predicting future attacks, analyzing patterns in the historical data from previous attacks and recognizing them in the real-time IoT network data.
Although the automobile industry was one of the largest users of AI in manufacturing scenarios in the previous years, the potential use cases for this technology extends far and beyond to improve quality and control over costs. If an industrial manufacturing business wants to remain competitive in 2021 and beyond, artificial intelligence and IoT networks are essential.
Also Read Reasons to Learn Machine Learning